 Cập nhật
Cập nhật
 Lượt
xem 0
Lượt
xem 0
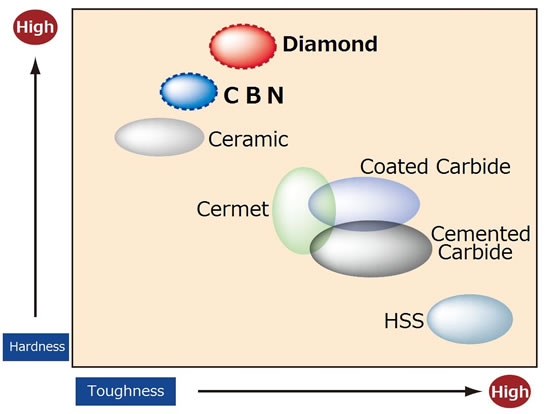
Vật liệu chế tạo dụng cụ cắt
Vật liệu để chế tạo dụng cụ có 6 loại còn đang được sử dụng hiện nay người ta còn đang sử dụng để chế tạo dụng cụ cắt gọt gồm, Carbide, Thép gió, CBN, Sơmet, Gốm, Kim cương.
1. Năng suất công tác của mọi loại dụng cụ cắt phụ thuộc rất nhiều vào khả năng giữ được tính cắt trong một khoảng thời gian dài của vật liệu làm dao. Khi cắt, dụng cụ phải chịu áp lực, nhiệt độ cao, rung động, mài mòn… khiến cho tính cắt của vật liệu làm dao chóng bị giảm thấp. Do đó muốn làm việc được, vật liệu làm dụng cụ cắt phải đảm bảo những yêu cầu cơ bản sau:
a) Độ cứng: Để cắt được kim loại, vật liệu làm dao cần có độ cứng cao hơn vật liệu gia công, thông thường có độ cứng từ 62 ÷ 65HRC. Để gia công các loại thép cứng (thép không rỉ, thép chịu nóng…), độ cứng của dụng cụ cắt gọt phải trên 65 HRC.
b) Độ bền cơ học: Trong qúa trình cắt, dao thường chịu những lực cơ học lớn (mặt trước của dao chịu áp lực rất lớn, nên rất dễ vỡ, mẻ…). Ngoài ra còn chịu rung động do hệ thống công nghệ không đủ cứng vững, làm cho lực cắt không ổn định, dễ gãy và hỏng dao. Muốn làm việc lâu dài, dao cần phải có độ bề cơ học cao như sức bền và độ dẻo cao.
c) Độ chịu nhiệt là tính năng rất quan trọng của vật liệu làm dụng cụ cắt gọt.Vật liệu khi bị nung nóng thí độ cứng của nó bị giảm đi, tuy nhiên nếu trong qúa trình nung nóng đó vật liệu không bị biến đổi về tổ chức thì sau khi làm nguội, độ cứng của vật liệu sẽ được phục hồi. Độ chịu nhiệt là khả năng giữ được độ cứng cao và các tính chất khác ở nhiệt độ cao (không có chuyển biến về tổ chức) trong một thời gian dài. Cùng với độ chịu nhiệt, vật liệu làm dao có tính dẫn điện càng cao càng tốt, ví như vậy sẽ giảm nhiệt độ sinh ra ở khu vực cắt làm cho dao lâu bị mòn.
) Độ chịu mài mòn: Trong qúa trình cắt, trên mặt trước của dao chịu ma sát của phoi khi thoát ra, còn mặt sau tiếp xúc với mặt đang gia công, nên dao chóng mòn. Ngoài ra nguyên nhân chủ yếu làm cho dao chóng mòn là do hiện tượng chảy dính giữa vật liệu gia công và vật liệu làm dao. Tính dính được đặc trưng bằng nhiệt độ chảy dính giữ hai vật liệu tiếp xúc nhau. Do đó yêu cầu vật liệu chế tạo dụng cụ cắt gọt phải có nhiệt độ chảy dính cao.
e) Tính công nghệ: Vật liệu làm dụng cụ cắt phải dễ rèn, dễ dập, dễ cắt gọt, hay nói cách khác chúng phải được tạo dáng một cách dễ dàng, để thuận tiện cho công việc chế tạo và phục hồi tính năng của dụng cụ cắt trong sản xuất.
f) Tính kinh tế: Giá cả phải phù hợp, chủng loại phải đa dạng …
Ngoài những yêu cầu cơ bản trên, vật liệu chế tạo dụng cụ cắt cần có những tính năng hợp lý khác như độ dẫn điện, dẫn nhiệt và phụ thuộc vào yêu cầu sản xuất.
2 Các loại vật liệu chế tạo dụng cụ cắt
Vật liệu dụng cụ cắt thường được chế tạo từ những nhóm vật liệu sau đây:
- Thép cacbon dụng cụ.
- Thép hợp kim dụng cụ.
- Thép gió.
- Hợp kim cứng.
- Vật liệu sứ.
- Vật liệu mài và các vật liệu tổ hợp khác.
1/ Thép cacbon dụng cụ (tcvn 1822-76 )
Thành phần hóa học:
- Cac bon từ: 0,7 ÷ 1,5%.
- Các thành phần hợp kim (Mn, Si, P, Cr, Ni…) không vượt qúa 0,1 ÷ 0,3%.
Độ cứng ở trạng thái tôi: 60 ÷ 62 HRC. Song vì độ thấm tôi thấp do đó lõi có độ dẻo nhất định, thích hợp cho việc chế tạo một số dụng cụ cắt như đục, dũa…
Độ bền nhiệt thấp, chỉ thích hợp với nhiệt độ 200oC÷250oC do đó cũng chỉ làm việc ở tốc độ cắt thấp ( 4 ÷ 5 m/ph).
Mác thép cacbon: CD70, CD80, CD80Mn, CD100…
CD70A, CD80A, CD80MnA…. với chất lượng cao.
2/ Thép hợp kim dụng cụ (tcvn 1823-76)
Thép hợp kim dụng cụ là thép cacbon dụng cụ có hàm lượng một số nguyên tố hợp kim vào khoảng 0,5 ÷ 5%. Để tăng tính chịu nóng phải dùng một lượng các hợp kim đặc biệt như: Crôm, Vonfram; tăng độ thấm tôi: Vanadi; tăng độ cứng: Crôm; tăng độ chịu nhiệt và độ mài mòn: Vonfram …
Thép hợp kim dụng cụ có thể tôi ở 820oC÷850oC trong dầu hoặc nước, sau khi tôi đạt được tính chất sau:
Độ cứng ở trạng thái tôi: đến 62 HRC.
Độ bề nhiệt vào khoảng: 350 ÷ 400oC. Tốc độ cắt tăng 20% so với thép cacbon dụng cụ.
Thường dùng chế tạo các dụng cụ cắt bằng tay như lưỡi cưa, mũi đột dấu, bàn ren, tarô, dao cạo nguội.
Mác thép hợp kim thông dụng: 70CrV, 80CrV, 110Cr, 40Cr5W2Vsi…
3/ Thép gió (chưa có tiêu chuẩn Việt Nam)
Thép gió cũng là loại thép hợp kim dụng cụ nhưng hàm lượng hợp kim Vonfram cao từ 5 ÷ 20%, nên tính năng của nó đặc biệt và tính chịu mòn và tính chịu nhiệt tăng cao. Thép gió được sử dụng rộng rãi vì tốc độ cắt có thể nâng cao gấp 2 ÷ 4 lần, tuổi bền nâng cao từ 8 ÷ 15 lần so với thép cacbon và thép hợp kim dụng cụ. Người ta còn thêm Vanadi và Coban để nâng cao độ chịu nhiệt và dùng gia công các loại thép hợp kim có độ cứng cao.
Độ cứng ở trạng thái tôi: 60 ÷ 70 HRC.
Thép gió có thể cắt ở tốc độ: từ 25 ÷ 35 m/phút.
Độ bề nhiệt: 400 ÷600oC.
Mác thép gió tiêu chuẩn Nga (roct 19265-73): P9, P18, P9f5….P9K5, P9K10, P10K5f5….
Mác thép gió theo tiâu chuẩn Mỹ (Hệ thống ký hiệu AISI): M1, M2, M3…(Thép gió Molipden): T1, T2, T4,…(Thép gió Vonfram).
Mác thép gió theo tiêu chuẩn Đức: S12-1-4-5, S10-4-3-10,…(hay HS12-1-4-5…) Mác thép gió theo tiêu chuẩn Nhật (JIS G4403-83): SKH2, SKH3, …
4/ Hợp kim cứng
Là loại vật liệu làm dao được dùng rộng rãi nhất và có hiệu quả kinh tế cao. Vật liệu này được chế tạo bằng phương pháp luyện kim bột, luyện kim không phải qua nấu chảy mà vẫn ở trạng thái rắn. Hợp kim cứng (HKC) được chế tạo bằng cách ép và thiêu kết, do đó về cấu trúc cũng như tính chất cơ lý có những khác biệt so với thép gió.
Thành phần chủ yếu là các Các-bít Vônfram (WC), Các-bít Titan (TiC). Các-bít Tantan (TaC),… ở dạng hạt mịn, trộn với Côban (Co) sau đó đem ép và thiêu kết ở nhiệt độ, áp suất cao. Do lượng Cacbit chiếm tỉ lệ rất lớn (> 90%) nên tính chất của HKC phụ thuộc vào tính chất của các Cacbit có mặt trong nó.
Độ cứng của HKC = 70HRC.
HKC có thể làm việc ở nhiệt độ 800 ÷ 1000oC với tốc độ cắt lên đến 400m/phút. Người ta chia HKC ra làm 3 nhóm:
- Nhóm 1 Cacbit:
Tổ chức: WC + Co
Ký hiệu: BK (con số sau chữ K chỉ lượng Coban còn lại là lượng WC). Ví dụ: BK8 (có 8%Co: 92%WC)
Nhóm BK dẻo hơn cả nên chịu va đập tốt hơn, chịu nhiệt thấp nên thường dùng gia công gang, các loại thép cứng (thép đã tôi, thép không rỉ, thép chịu nóng) và kim loại màu.
- Nhóm 2 Cacbit:
Tổ chức: WC + TiC +Co
Ký hiệu: TK (con số sau chữ T chỉ lượng TiC, con số sau chữ K chỉ
lượng Coban, còn lại là lượng WC). Ví dụ: T15K6 (có 15% TiC, 6% Co, 79%WC).
Nhóm TK có độ cứng và tính chịu nhiệt tốt hơn, đồng thời ở nhiệt độ cao thì hệ số ma sát giảm. Thường dùng gia công thép.
- Nhóm 3 Cacbit:
Tổ chức: WC + TiC + TaC + Co
Ký hiệu: TTK (con số sau chữ TT chỉ lượng TiC+TaC, con số sau chữ
K chỉ lượng Coban, còn lại là lượng WC). Ví dụ: TT7K12 (có7% TiC+TaC, 12%Co, 81%WC).
Nhóm TTK dùng gia công vật liệu có độ cứng và độ bề cao.
Để tiết kiệm, HKC thường được chế tạo thành các mảnh có kích thước nhất định sau
đó gắn lên thân dao bằng phương pháp hàn hoặc ghép cơ khí. Loại lắp ghép có ưu việt là thuận lợi thay đổi lưỡi cắt khi bị mòn.
Khuyết điểm chính của hợp kim cứng là sức bền uốn kém nên khi làm việc có va đập dễ bị mẻ.
Sự phát triển gần đây trong tìm kiếm dụng cụ cắt tốt hơn là tráng phủ hoặc thấm nitride titan cho dụng cụ cắt HKC. Các mảnh hợp kim có lớp thấm nói chung có tuổi bền dài hơn, năng suất cao hơn và phoi thoát dễ dàng hơn. Lớp tráng phủ tác động như một chất bôi trơn lâu dài làm giảm rõ rệt các lực cắt, nhiệt phát sinh và sự mài mòn. Điều này cho phép sử dụng cắt tốc cắt cao hơn khi gia công, đặc biệt khi cần có độ bóng cao. Tính bôi trơn và các đặc tính chống dính của lớp tráng phủ làm giảm mạnh nhiệt lượng và ứng suất phát sinh khi cắt gọt.
Việc sử dụng các lớp thấm tráng phủ bằng carbide, nitride và oxide cho các mảnh HKC có tác dụng cải thiện rõ rệt hiệu suất của dụng cụ HKC. Các mảnh HKC với tổ hợp 2 hoặc 3 vật liệu trong lớp tráng phủ có tính chất đặc biệt: carbide titan chống mài mòn cao tạo ra lớp trong cùng; lớp tiếp theo bằng lớp oxide nhôm dày và là tăng độ dai va đập, tính chống va đập cao, tính ổn định hóa học ở nhiệt độ cao; lớp thứ 3 rất mỏng chứa nitrade titan làm giảm ma sát.

5/ Vật liệu sứ
Là loại vật liệu rẻ tiền, có tính năng cắt gọt tốt, chịu nóng, chịu mài mòn cao. Thành phần hóa học chủ yếu là xuýt nhôm (Al2O3). Vật liệu sứ chính là đất sét kỹ thuật được nung nóng ở nhiệt độ cao khoảng 1400 ÷ 1600oC. Sản phẩm thu được đem nghiền nhỏ đạt kích thước khoảng 1µm, sau đó đem ép thành các mảnh dao có kích thước thích hợp và mang đi thiêu kết.
Sứ có độ cứng 92 ÷ 93 HRC và có độ chịu nhiệt từ 1100oC ÷ 1200oC.
Tuổi bền dao sứ gấp 2 ÷ 3 lần dao hợp kim cứng. Dao sứ có thể cắt đến tốc độ 600m/phút. Có thể gia công được các vật liệu đã nhiệt luyện đến độ cứng 66HRC. Dụng cụ sứ chịu được sự mài mòn của cát và tạp chất có trong các vật đúc.
Khuyết điểm chủ yếu của sứ là giòn, giới hạn bề uốn thấp, không chịu được va đập, rung động và rất khó mài sắc. Hiện nay, một trong những phương hướng nghiên cứu là tìm cách tăng sức bền uốn lên.
6/ Kim cương
Kim cương gồm hai loại: tự nhiên và nhân tạo. Kim cương nhân tạo tổng hợp từ graphit trong điều kiện áp suất và nhiệt độ đặc biệt. Kim cương nhân tạo được sử dụng nhiều để tạo ra đá mài, dùng mài sắc dụng cụ và gia công các loại các loại vật liệu khó gia công. Ngoài ra dùng làm dao tiện để gia công hợp kim cứng, hợp kim màu và vật liệu phi kim loại ở tốc độ cắt cao.
Kim cương có độ cứng cao hơn hợp kim cứng từ 5 ÷ 6 lần, tính dẫn nhiệt cao hơn từ 1,5 ÷ 2,5 lần. Độ chịu nhiệt thấp, từ 800 ÷ 1000oC. Tốc độ cắt có thể lên tới hàng ngàn m/phút.
Nhược điểm của kim cương cứng là dễ giòn, dễ vỡ.
Trong công nghiệp đã sử dụng các dụng cụ cắt kim cương trong nhiều năm để gia công các loại vật liệu không có sắt và mài những vật liệu rất cứng. Vào những năm 1980, người ta đã bắt đầu nghĩ đến việc tráng phủ kim cương dày vài micromét trên dụng cụ cắt bằng hợp kim cứng và thép gió. Tuổi bền của dụng cụ cắt có tráng phủ kim cương có thể gấp 60 lần dụng cụ cắt bằng hợp kim cứng và 240 lần bằng thép gió khi gia công các vật liệu rất cứng, độ mài mòn cao, không chứa sắt hoặc phi kim loại.
Hiện nay kim cương chủ yếu dùng chế tạo đá mài để mài sắc và mài bóng dụng cụ cắt.
7/ Nitrit Bo lập phương (còn gọi là el-bo)
Là loại vật liệu tổng hợp có nhiều tính năng ưu việt như kim cương. Đặc biệt el-bo có tính chịu nhiệt lên tới 2000oC.
Hiện nay el-bo chủ yếu được dùng làm hạt mài trong các dụng cụ mài.
8/ Vật liệu mài
Dùng chế tạo các loại đá mài, thanh mài, thỏi mài cho các nguyên công mài tròn, mài
phẳng và làm giấy nhám. Ngoài ra nó còn dùng làm bột nhão cho các nguyên công mài nghiền.
Vật liệu dùng làm hạt mài có hai loại chủ yếu là loại thiên nhiên và loại nhân tạo. Vật liệu thiên nhiên: Kim cương, oxuýt nhôm (Al2O3), thạch anh … gía thành cao, ít
sử dụng.
Vật liệu nhân tạo: Kim cương nhân tạo, oxuýt nhôm điện (thu từ lò điện từ quặng Bôxít), cacbít silic (SiC), cacbít Bo (B4C).
Oxuýt nhôm điện ( còn gọi là Côrun điện ) được chia làm hai loại:
- Oxuýt nhôn điện thường: 92% ÷ 95% Al2O3, được dùng phổ biến. Có sức bề cao, được dùng để mài thô, mài bán tinh và tinh các vật liệu có sức bền cao như thép, gang dẻo… và mài sắc dụng cụ cắt.
- Oxuýt nhôm điện trắng: 97% ÷ 98% Al2O3, có độ cứng cao hơn oxuýt nhôm điện thường, được dùng chủ yếu để mài định hình và mài láng.
Cacbit silic (SiC) được chia làm hai loại:
- Cacbit silic đen: 97% ÷ 98% SiC, sức bền cao nhưng độ cứng hơi thấp. Dùng để mài vật liệu có giới hạn bền thấp như: gang trắng, gang xám, đồng thanh, đồng thau, nhôm và các loại vật liệu phi kim loại.
- Cacbit silic xanh: 98% ÷ 99% SiC, có độ cứng chỉ thua kim cương và cácbít bo nhung sức bền thấp. Dùng mài các loại vật liệu dai, dễ nứt như HKC và mài sắc dụng cụ cắt hợp kim cứng và sứ.
Cacbit Bo gồm 70% ÷ 92% B4C, rất cứng nhưng ròn hơn cacbit silic. Dùng mài bóng HKC hoặc các vật liệu rất cứng.
Cacbit Bo Silic khác với cacbit bo ở chỗ không có tạp chất graphit nên có tính năng ổn định, bền và gía thành rẻ hơn. Thương chúng được dùng ở nguyên công đánh bóng và cho năng suất cao hơn cacbit bo từ 30% ÷ 40%.
Các loại vật liệu nhân tạo hiện nay được sử dung rộng rất phổ biến vì tính ưu việt và giá thành phù hợp.

Tài liệu cách lựa chọn dao và thông số ý nghĩa của dãy mã số dụng cụ cắt:
Link: http://vinadaito.vn/tim-hieu-ve-can-dao-tien-cua-hang-sanvik.html
Tài liệu về thông số và ưu nhược điểm của các loại mảnh cắt của Sandvik:
Link: http://vinadaito.vn/thong-so-manh-cat-insert-cua-sandvik.html

